Alt om bronze- og messingstøbning

Bronze er en legering af kobber og tin, nogle gange med tilsætning af silicium, aluminium og bly. Det kan have forskellige farver, afhængigt af procentdelen af komponenterne. Der er flere typer bronze:
- tin;
- aluminium;
- at føre.


Tinbronze er den mest udbredte type og har lav flydeevne. Det er praktisk at støbe produkter med specifikke dimensioner fra det. Da det ikke behøver yderligere behandling. Messing er en legering af kobber med tilsætning af zink. Normalt er blandingen 70% kobber, 30% zink. Nogle gange findes messing med en sammensætning på 50 til 50.


Fordelene ved bronze omfatter følgende.
- Praktisk.
- Mulighed for at udøve kunststøbning derhjemme.
- Høj modstandsdygtighed over for miljøfaktorer.
- Næsten ikke-ætsende.
- Nem behandling.
- Holdbarhed.
- Elektrisk og termisk ledningsevne.


Messing er meget modstandsdygtig over for korrosion. Det bruges som overfladelag af andre metaller ved fremstilling af metalstrukturer.
Teknologiens historie
Støbning af messing, som bronze, dukkede op for 12 tusind år siden. Først blev værktøj og dekorationer lavet af disse materialer, og senere tallerkener og husholdningsartikler. Genstande lavet af bronze og varer lavet af messing blev meget brugt i alle livets områder. De første metoder til fremstilling af bronze og messing opstod i den antikke æra i klassicismens æra. Vi kan betragte mange mesterværker af kunst fra den æra den dag i dag. I øjeblikket bruges disse lavtsmeltende legeringer hovedsageligt til fremstilling af dekorative genstande til dekoration og kunstværker.

Kobberlegeringer med tilsætning af metaller anvendes i vid udstrækning til fremstilling af:
- skulpturer og souvenirs;
- riste og andre elementer af hegn;
- hegn og porte;
- interiør detaljer;
- i udsmykning af lysekroner og lampetter.



Med tiden er injektionsmetoden blevet forbedret. Og i den moderne verden er det blevet muligt at smelte bronze- og messingdele ikke kun på en industriel måde, men også under hjemlige forhold.
Ejendommeligheder
Kunstnerisk messingstøbning er næsten den samme teknologi som bronzestøbning. Her er de finesser i processen.
- Smeltetemperaturen for messing er ret lav, i området 880-965 C. Dette gør det muligt at bruge forskellige typer ovne. Selv en gasbrænder er det nok at vælge et varmebestandigt køkkengrej. Men nogle gange stiger temperaturen til 1070 C på grund af tilsætningsstoffer (til multikomponent messing). Smeltepunktet for bronze er højere. Legeringen har kobber med tin 900-950 C, og bronze uden tin har 950-1100 C. Bronzelegeringer har en høj sejhed, derfor for at forbedre deres kvalitet opvarmes de 100 højere. For at spare energi er det bedre at bruge induktions- eller digelovne.
- Hovedstadiet af støbningen er at hælde smelten i formen. Varigheden af processen bør ikke overstige 2 minutter. Ellers vil produktet være defekt. Der vil komme flækker, forbrændinger og sømme. Tingen vil være fuldstændig beskadiget og ubrugelig. Eller yderligere behandling vil være påkrævet.
- For messing skal der være ensartet gradvis afkøling, uden brug af specielle løsninger. Ved køling af bronze anvendes kølemidler.
- Den sidste fase er behandlingen af den færdige del.... Det er påkrævet at fjerne bugter, indløb, stigrør. For at holde sammensætningen uændret tilsættes flusmidler til legeringen. Takket være dem er det muligt at beskytte overfladen af smelten og afgasse dens sammensætning. Dette reducerer spild på det færdige produkt.




Nødvendigt udstyr
Her er en liste over det vigtigste udstyr til fremstilling af figurer af disse materialer.
- Støbeform. Fremstillet af forskellige materialer.
- Pincetfor at fjerne den færdige del fra formen.
- Digel for at smelte ladningen i den. Materialet til dets skabelse er grafit og ler.
- Varmeudstyr, ovne... En gasbrænder og en varmebestandig beholder kan bruges til at smelte messingen.
- Forskellige hjælpematerialer: kul, smede

Det er nødvendigt at bruge en streng sekvens af teknologi. Placer først diglen på ovnen, og sæt derefter metalstykker ind i den. Når den er helt smeltet, skifter blandingen farve. Derefter, ved hjælp af specialudstyr - tages en digel ud af ovnen med en hæklenål, og smelten hældes forsigtigt i en støbeform. Efter fuldstændig afkøling fjernes delen ved hjælp af pincet og udsættes for endelig behandling.

Oversigt over støbemodeller
Før du begynder at støbe det færdige produkt, du skal først lave en skitse af den fremtidige form. Tegningen er udført af specielle mesterkunstnere. Derefter skabes en støbeform langs den, hvori hovedsmelten hældes. Oprettelsen af en støbeform er en ret besværlig og ansvarlig opgave. Til dette bruges specielle sammensætninger til støbning, værktøjer og enheder. Den færdige model spiller en stor rolle i hele den teknologiske proces. Dens indre hulrum skal være en nøjagtig kopi af det færdige produkt ved hjælp af tabte voksforme. En smeltet opløsning hældes i den, som efterfølgende, når den er inde, afkøles og antager sin endelige form.

For at give stabilitet, så det under ebbe af smelten i formen ikke falder sammen, brug kolber. Det er en speciel enhed lavet af to rektangulære forbindelsesdele, der ligner en kasse. Normalt lavet af træ eller krydsfiner. I metalkolber foregår ikke kun tilblivelsen af støbeformen, men også selve støbningen. Modeller til fremstilling af messing og bronze er genanvendelige og til engangsbrug. Det kommer an på hvad de er lavet af.


Materialer (rediger)
Elfenben, træ, gips og polymerer. Stål bruges også til fremstilling af genanvendelige forme. Det mindst almindeligt anvendte plastmateriale bruges til at skabe en støbemodel.Herhjemme støbes smelten oftest i en ikke-adskillelig gipsform. Efter at legeringen er afkølet og hærdet, brydes formen forsigtigt til en færdig form med en speciel hammer.

Konstruktioner
Strukturelt kan forme være af tre typer.
- Aftagelig. Dette er en struktur bestående af to eller flere dele, forbundet langs en lige eller kompleks overflade. Afbryder for at hente det færdige produkt. Anvendes oftest i produktionen til genanvendelig brug.
- Et stykke... For at udtrække den færdige del brydes den med en hammer. Kun egnet til engangsbrug. Den er lavet til et specifikt produkt efter skitser. Det bruges ofte i hjemmeproduktion. Gips er mest velegnet til at skabe sådanne former.

- Særlig... Dette er en kompleks form eller skelet skabelon. Adskiller sig i en stor komponent. Skabt til at smelte komplekse former.
De vigtigste finesser ved casting
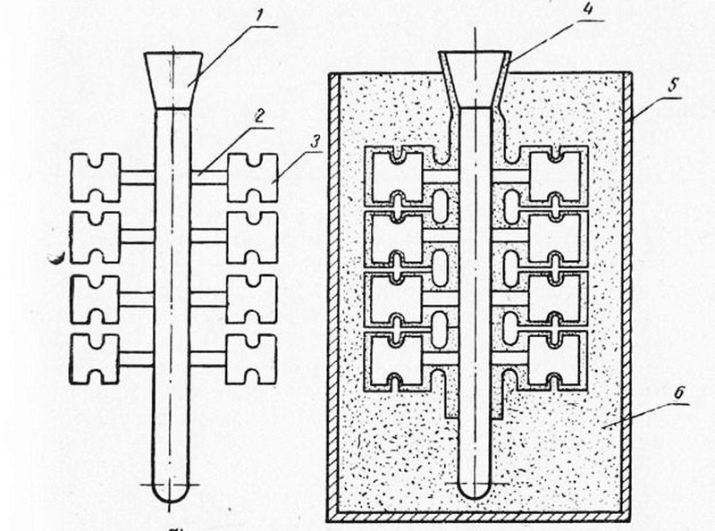
Centrifugalstøbning
Denne støbemetode bruges til at fremstille dele og udstyr til maskinteknik og andre industrielle sektorer. Teknologien er baseret på centrifugalkraft. Det vises på grund af rotationen af støbemodellen. Denne type støbning bruges hovedsageligt til fremstilling af omdrejningslegemer. Formning kan udføres af lodrette og vandrette støbemaskiner. På maskiner med en vandret rotationsakse laver de:
- liners;
- bøsninger;
- ringe.

På maskiner med en lodret rotationsakse udføres følgende:
- propeller;
- ormehjul;
- gear.


Under støbeprocessen komprimeres sandet, og fremmedlegemer presses ud.
Kunststøbning
Derhjemme skal du bruge denne metode til fremstilling af bronze. Men denne kobberlegering har en høj flydeevne, så den fylder ikke helt formen, i modsætning til messinglegeringen. På grund af dette er det tilsigtede mønster på overfladen af delen sløret. For at give klarhed anvendes prægning. Dette er en ret besværlig og tidskrævende proces. Men på samme tid, det mest kreative øjeblik af kunstnerisk casting. Kvaliteten af det endelige produkt afhænger af niveauet af prægningen udført.

Stadier af kunststøbning:
- oprettelse af en skitse og arbejdstegning;
- produktion af en struktur til at skabe en støbeform;
- produktion af en støberimodel;
- udarbejdelse af modellen;
- smeltning af ladningen;
- hældning af støbemasse i støbemodellen;
- køling;
- udtræk fra modellen;
- behandling af det færdige produkt med en slibemaskine, nogle gange bruges en metalbørste.






Færdige individuelle komponenter kombineres til ét produkt, hvis det ifølge det endelige design skal være enkelt, men bestående af flere dele. Derefter behandles den resulterende færdige figur for at fjerne mindre ufuldkommenheder og dækkes med et øvre beskyttende lag.
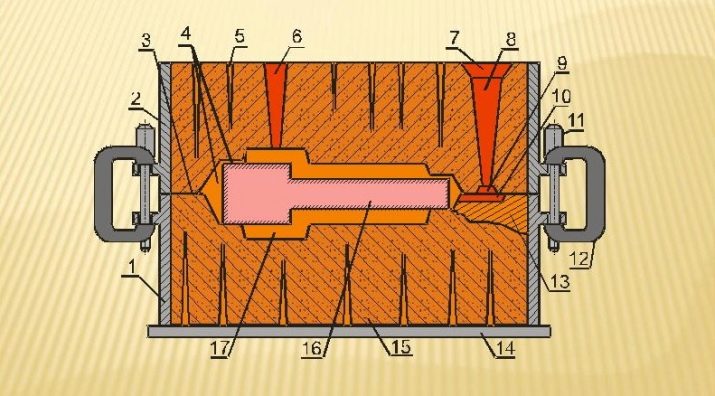
Sprøjtestøbning
Denne støbemetode er baseret på effekten af overskydende vakuumtryk. Princippet om en presse anvendes, smelten føres ind i sprøjtestøbeformen med overtryk. Det pneumatiske eller hydrauliske system virker på stemplet. På grund af den høje hastighed, hvormed den højviskose smelte tilføres, skabes et overtryk, formen fyldes helt.
Derefter strømmer støbemassen ved vakuumsugning ind i støbeformens hulrum. Det har tynde mure omgivet af koldt vand. Køling bevæger sig fra kanterne til midten. Smelten trækkes ind over et vist tidsrum. Derefter normaliseres trykket, og de overskydende rester af støbemassen strømmer ned ad væggene.

På grund af krympning efter afkøling kan produktet nemt tages ud af formen. På grund af automatisering fyldes formen med smelte på en brøkdel af et sekund, hvilket reducerer produktionstiden for dele væsentligt og er en utvivlsom fordel ved denne støbemetode. Uanset hvilken støbemetode der anvendes, skal sikkerhedsforanstaltninger følges ved fremstilling af produkter af bronze og messing.
- Når du arbejder, skal du bruge beskyttelsesbrillerfor at beskytte dine øjne mod dråber af smeltet materiale og dampe.
- Før du starter en aktivitet, bør du tage handsker på lavet af specielt varmebestandigt materiale.
- Rummet skal være godt ventileret og ventileret, da der under smeltningen af disse legeringer frigives gasser, der er skadelige for mennesker.
- Bør ikke tillades kontakt af brændbare materialer og væsker med varmeapparater.
- Nødvendig følg nøje processens teknologi. Da denne produktion er ret traumatisk.


For information om, hvordan bronzeskulpturer laves, se næste video.








